 産業用機械部品パーツメッキ加工履歴
産業用機械部品パーツメッキ加工履歴 【再生加工】フランジ上面を硬質ポーラスクロムメッキ仕上げ。宮崎県
先ず、旧ポーラスクロムめっきを平面研磨で
摩耗が無くなるまで研削する。また削った
分(300μ)以上に硬質クロムめっき肉盛り、
再度、平面研削盤で規定の高さに仕上げる。
産業用機械部品パーツメッキ加工履歴 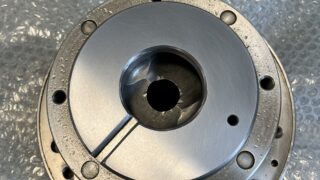 産業用機械部品パーツメッキ加工履歴
産業用機械部品パーツメッキ加工履歴  産業用機械部品パーツメッキ加工履歴
産業用機械部品パーツメッキ加工履歴  産業用機械部品パーツメッキ加工履歴
産業用機械部品パーツメッキ加工履歴  産業用機械部品パーツメッキ加工履歴
産業用機械部品パーツメッキ加工履歴  産業用機械部品パーツメッキ加工履歴
産業用機械部品パーツメッキ加工履歴  産業用機械部品パーツメッキ加工履歴
産業用機械部品パーツメッキ加工履歴  産業用機械部品パーツメッキ加工履歴
産業用機械部品パーツメッキ加工履歴  産業用機械部品パーツメッキ加工履歴
産業用機械部品パーツメッキ加工履歴  産業用機械部品パーツメッキ加工履歴
産業用機械部品パーツメッキ加工履歴