 建設重機油圧シリンダーメッキ加工履歴
建設重機油圧シリンダーメッキ加工履歴 「再めっき」建設機械用油圧シリンダーロッドのメッキ修理。油漏れの原因は傷。
硬質クロームメッキと研磨で再生します。
先ず、円筒研削盤にて外径φ31.70×760の
傷やサビを下研磨加工、
下研磨で削った分以上に硬質クロームメッキを厚メッキ肉盛りし、そして再度円筒研削盤にて仕上げ研磨加工φ31.70mm
建設重機油圧シリンダーメッキ加工履歴 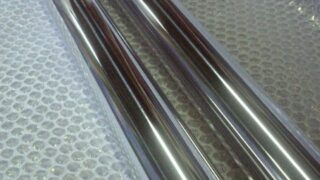 バイクパーツメッキ加工履歴
バイクパーツメッキ加工履歴  バイクパーツメッキ加工履歴
バイクパーツメッキ加工履歴  車パーツメッキ加工履歴
車パーツメッキ加工履歴  産業用機械部品パーツメッキ加工履歴
産業用機械部品パーツメッキ加工履歴  バイクパーツメッキ加工履歴
バイクパーツメッキ加工履歴  バイクパーツメッキ加工履歴
バイクパーツメッキ加工履歴  建設重機油圧シリンダーメッキ加工履歴
建設重機油圧シリンダーメッキ加工履歴  産業用機械部品パーツメッキ加工履歴
産業用機械部品パーツメッキ加工履歴  車パーツメッキ加工履歴
車パーツメッキ加工履歴