 車パーツメッキ加工履歴
車パーツメッキ加工履歴 【寸法調整】ボルボペンタ用 パワステシリンダーロッドの寸法調整後、硬質クロムメッキ研磨仕上げ。東京都
シャフトのの両側面に研磨
加工用の両センター加工を施す。
両センター加工後は、φ16部を旋盤にて
レース加工でφ14.85mm.
仕上がり寸法から-0.15mm下加工した事に
なりますから、0.15mm以上に硬質クロム
メッキを肉盛り、円筒研削盤で仕上げ
研磨を行う。仕上がり寸法φ14.99mm
最終仕上げは鏡面仕上げまで行う
車パーツメッキ加工履歴  バイクパーツメッキ加工履歴
バイクパーツメッキ加工履歴  産業用機械部品パーツメッキ加工履歴
産業用機械部品パーツメッキ加工履歴 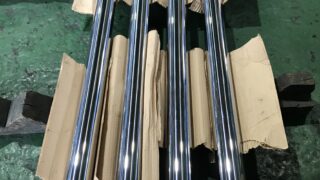 その他加工履歴
その他加工履歴  農業用機械パーツメッキ加工履歴
農業用機械パーツメッキ加工履歴  建設重機油圧シリンダーメッキ加工履歴
建設重機油圧シリンダーメッキ加工履歴  バイクパーツメッキ加工履歴
バイクパーツメッキ加工履歴  バイクパーツメッキ加工履歴
バイクパーツメッキ加工履歴  バイクパーツメッキ加工履歴
バイクパーツメッキ加工履歴  車パーツメッキ加工履歴
車パーツメッキ加工履歴