 建設重機油圧シリンダーメッキ加工履歴
建設重機油圧シリンダーメッキ加工履歴 【油漏れの修理】油圧シリンダーロッドのメッキ再生研磨仕上げ。佐賀県
硬質クロムメッキと研磨加工で再生します。
先ず、旋盤にて油圧シリンダーロッドの両
側面にセンター加工。そして両センターを
芯に円筒研削盤にて深い錆がなくなるまで
下研磨加工、また下研磨で削った分は硬質
クロームメッキで0.3mm以上肉盛り、そして
更に円筒研削盤にてスタンダードサイズに
研磨加工する。仕上がり寸法φ49.98mm
最終仕上げは鏡面仕上げまで。
建設重機油圧シリンダーメッキ加工履歴  建設重機油圧シリンダーメッキ加工履歴
建設重機油圧シリンダーメッキ加工履歴  建設重機油圧シリンダーメッキ加工履歴
建設重機油圧シリンダーメッキ加工履歴  建設重機油圧シリンダーメッキ加工履歴
建設重機油圧シリンダーメッキ加工履歴 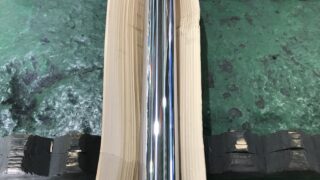 建設重機油圧シリンダーメッキ加工履歴
建設重機油圧シリンダーメッキ加工履歴 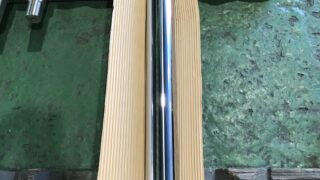 建設重機油圧シリンダーメッキ加工履歴
建設重機油圧シリンダーメッキ加工履歴  建設重機油圧シリンダーメッキ加工履歴
建設重機油圧シリンダーメッキ加工履歴  建設重機油圧シリンダーメッキ加工履歴
建設重機油圧シリンダーメッキ加工履歴  建設重機油圧シリンダーメッキ加工履歴
建設重機油圧シリンダーメッキ加工履歴  建設重機油圧シリンダーメッキ加工履歴
建設重機油圧シリンダーメッキ加工履歴