 車パーツメッキ加工履歴
車パーツメッキ加工履歴 【再生加工】ブレーキキャリパーピストンのメッキ再生研磨仕上げ。福岡県
先ず、腐食による深いサビを円筒研削盤にて
下研磨後、厚付け硬質クロームメッキを
0.45mm以上肉盛り、再度、円筒研削盤にて
規定値(φ57.15〜13mm)に仕上げる。
最終仕上げのサイザル仕上げまで行う。
車パーツメッキ加工履歴  車パーツメッキ加工履歴
車パーツメッキ加工履歴  車パーツメッキ加工履歴
車パーツメッキ加工履歴  車パーツメッキ加工履歴
車パーツメッキ加工履歴  車パーツメッキ加工履歴
車パーツメッキ加工履歴  車パーツメッキ加工履歴
車パーツメッキ加工履歴 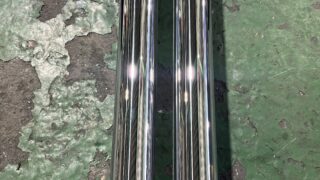 車パーツメッキ加工履歴
車パーツメッキ加工履歴  車パーツメッキ加工履歴
車パーツメッキ加工履歴  車パーツメッキ加工履歴
車パーツメッキ加工履歴  車パーツメッキ加工履歴
車パーツメッキ加工履歴