 バイクパーツメッキ加工履歴
バイクパーツメッキ加工履歴 【メッキ修理】トライアンフ インナーチューブのめっき再生研磨仕上げ。大阪府
油圧プレス機で曲がりを0.05以内まで
伸ばします。そして旋盤にて両センター加工。
両センターを芯に円筒研削盤にて下研磨加工、
また下研磨で削った「-0.3mm.部分的に-1mm」
分以上に硬質クロームメッキを肉盛り、再度、
円筒研削盤にて仕上げ研磨加工。
仕上がり寸法φ32.99mm 完成後の振れ±0
最終仕上げの鏡面仕上げまで行う
バイクパーツメッキ加工履歴  産業用機械部品パーツメッキ加工履歴
産業用機械部品パーツメッキ加工履歴 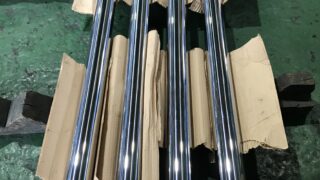 その他加工履歴
その他加工履歴  農業用機械パーツメッキ加工履歴
農業用機械パーツメッキ加工履歴  建設重機油圧シリンダーメッキ加工履歴
建設重機油圧シリンダーメッキ加工履歴  バイクパーツメッキ加工履歴
バイクパーツメッキ加工履歴  バイクパーツメッキ加工履歴
バイクパーツメッキ加工履歴  バイクパーツメッキ加工履歴
バイクパーツメッキ加工履歴  車パーツメッキ加工履歴
車パーツメッキ加工履歴  バイクパーツメッキ加工履歴
バイクパーツメッキ加工履歴